Jul 3 2013
 Nikon Metrology
Nikon Metrology
Toolmaking and reverse engineering divisions launched
At PMS Diecasting in Rotherham, UK, products are inspected by non-contact, 3D laser scanning to an accuracy of 2.5 microns, mirroring the precision of touch probing. It has been made possible by the deployment of an LC15Dx laser scanner on an LK ceramic bridge co-ordinate measuring machine supplied by Nikon Metrology. The combination has proved to be the answer to the challenge PMS was facing to bring its products to market faster and reduce development costs.
Widely regarded as one of Europe's leading and best equipped manufacturers of zinc castings, PMS has many high profile customers including returnable transit packaging specialist, Loadhog, window and door hardware supplier, Avocet, and wire joining and tensioning product manufacturer, Gripple, for which PMS makes 36 million castings annually.
The diecaster prides itself on using the most advanced technology and incorporates robotics wherever possible to streamline processes and make them more efficient and cost-effective. Automated part separation, 100 per cent quality control and management control systems ensure consistent quality.
Gordon Panter, managing director of the employee-owned company, said, "To avoid zinc flash forming at the parting line when a mould closes, the maximum allowable tolerance when machining the two die halves is ±10 microns.
"Our optical profile projector and measuring microscope do not have the necessary resolution to inspect to this level of accuracy, but the Nikon equipment does.
"We considered both laser and white light scanning systems, but decided on the Nikon Metrology LC15Dx, as it was the only solution that could inspect our tooling to the accuracy we wanted.
Measuring accuracy increased by an order of magnitude
The equipment is easily capable of inspecting tolerances of ±20 microns required on cast parts as well as features down to half that limit on the tooling that produces them. Freeform surfaces as well as geometry can be captured to the same high level of accuracy, 10 times better than previously possible at PMS. As a result, time-to-market for new products has been reduced and development costs are lower.
Mr Panter continued, "Our improved measuring capability led us to become increasingly critical of the tools we were buying in from external suppliers and this led to the decision to start making our own tools to gain control over their accuracy.
"It resulted in the formation in 2012 of our GoTools subsidiary, which not only produces die casting tools for PMS, but also enables us to reliably design and manufacture plastic injection moulds, forging dies and press tools for other companies."
Customers drive inspection innovation
One of the drivers for PMS investing in the new metrology equipment was an increasing amount of work being carried out for the automotive sector, including Jaguar Land Rover, requiring a higher level of accuracy and repeatability than was needed in the past. The diecaster also intends to target the medical industry, which also demands top precision components.
High quality tooling is key to successful die casting. The laser scanner is able to monitor the toolmaking process as it progresses to make sure that the moulds, and hence the cast components, will be within tolerance. Cavities, cores, slides, electrodes, ejector pin plates and other features are inspected individually after they have been machined, along with the jigs and fixtures holding components during manufacture. The approach avoids introducing errors into the tool as it is assembled.
As Mr Panter pointed out, "People usually assume that what comes off a modern CNC machine tool is correct, but often it is not.
"With the Nikon equipment, we know definitively if each part is within tolerance, so our tools are always spot-on and right first time, guaranteeing the precision and quality of our products and those of customers using our tooling."
Combined use of laser scanning and touch probing
3D scanning is today the default inspection mode at PMS for freeform parts and standard features, while cores and other deep features are measured with a touch probe, which is also used to align components on the granite table prior to inspection. Either the laser scanner or a probe is mounted in a Renishaw PH10M motorised indexing head for maximum flexibility when programming measuring cycles using Nikon Metrology's multi-sensor CAMIO software platform. It supports laser scanning and touch probe scanning where needed and has highly productive reporting functionality, ideal for ISIR (initial sample inspection report) approval in the automotive industry.
Using Nikon Metrology Focus software, which manages the point clouds acquired during laser scanning, inspection data can be compared against the customer's original CAD model. Colour deviation analysis shows how the 3D scanned model differs from the nominal CAD file. This provides a detailed insight into form and features, providing many more data points compared to touch probing. The colour map scales can be adjusted to reflect manufacturing tolerances and annotations quantify deviations from nominal at selected areas.
If two or more products are scanned, for example to monitor wear, multiple objects can be compared showing where each differs from the other. Dimensions extracted from sections of the scan model can be correlated with those on an original 2D drawing, creating an instant ISIR report.
Laser scanning creates new possibilities
3D laser scanning at Rotherham has given rise to a further new PMS venture, that of providing a reverse engineering service for local firms. Highly accurate CAD files have already been produced for plastic injection moulders that did not have any digital data to work from, only physical parts, allowing faithful reproduction of the components. Mr Panter was surprised at how many enquiries he received after announcing the service on the PMS website and has decided to open a new reverse engineering division to expand this side of the business.
Die casting manufacture and the new toolmaking and reverse engineering divisions will be consolidated in August 2013 into new premises opposite the company's existing facility in Rotherham, which will double the available floor area to 2,600 sq m. It will also accommodate the plant and staff of a separate toolmaking company recently purchased by PMS to strengthen its prismatic machining, grinding, spark erosion and general toolmaking capabilities.
Six photographs attached:
-
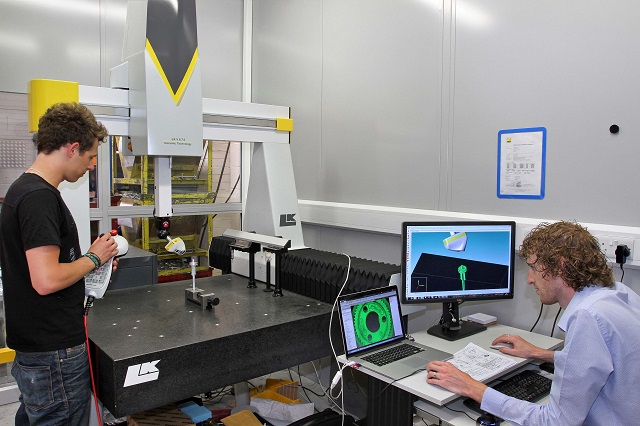
The inspection room at Rotherham houses the company's new Nikon Metrology CMM with laser scanning and touch probing capability.
-
The Nikon Metrology LC15Dx laser head scanning a zinc die cast actuator shaft for a Loadhog handling product.
-
One half of a die casting mould for a medium Gripple being scanned on the LK V 8.7.6 (800 x 700 x 600 mm capacity) CMM.
-
Close-up of the Gripple die being scanned.
-
Multiple Gripple dies forming a production tool manufactured by new PMS division, GoTools.
-
A scan-to-CAD comparison in Focus Inspection on the right hand screen and the nominal CAD model on the left. The component is a die cast Gripple D4 housing.