This article outlines characterization results of different spice and functional mixes which are utilized in the food industry. Important information on how the mix properties can be collected for these characterizations will be discussed in detail.
Generalities
The processing of powders is involved in many applications in the food industry. The formulations of recipes typically require the blending of constituents with different properties in terms of particle chemical compositions, sizes and shapes or densities.
To guarantee the consistency of the product between batches during production, achieving homogeneous blends is vital. Yet, the mixing of powder can be challenging. Contrary to liquids, when a powder is agitated, it usually segregates, i.e., separate constituents according to their size.
Slight changes in formulation properties can also result in major degradations of mixing efficiency that must first be evaluated. Numerous geometries of mixer are available on the market, each applying to a different stress state to the powder, as seen in Figure 1.

Figure 1: Single shaft ribbon and high-shear mixer. Image Credit: M. Ong, Saue Production OÜ.
Yet, it is well known that powder behavior can be strongly dependent on the stress state at which it is processed. So, blend characterization in R&D must consider the dynamical aspect of the blending process.
Another vital part of the production of food products is the conditioning of the final product. Control of the filling process is crucial to ensure a proper filling of the bags to meet the targeted mass of product.
Problems can arise during the conveying through the mixing and conveying machines with cohesive powders that exhibit low flowability. However, the presence of very fine particles in the blends or too flowable powders can result in overfill problems because of the valves not holding the mix correctly.
This induces deviation from the targeted mass of the bag and subsequent problems during the sealing. Powder leakage also contributes to a deficit of order and degradation of the work environment.
A better understanding of powder behavior is needed to enhance these industrial processes. More specifically, a relevant powder characterization during product development enables predicting the behavior of the blends in the production line.
Knowledge of the characteristics of the constituents taken independently is not enough to predict the final blend behavior. Yet, most of the methods that are utilized in R&D or quality control laboratories are based on old measurement methods.
GranuTools updated these methods over the last decade to meet the present needs of R&D laboratories and production departments. In particular, the measurement processes have been automatized, and rigorous initialization techniques have been developed to gather interpretable and reproducible results. The utilization of image analysis methods also improves measurement precision. Many industries are already employing the GranuTools instruments range in different fields: food processing, additive manufacturing, bulk material handling and pharmaceuticals.

Figure 2. Bag overfill due to valve that doesn’t hold the mix. Image Credit: M. Ong, Saue Production OÜ
In this study, we present characterization results of different spice and functional mixes used in the food industry and show how important information on the mix properties can be gathered for these characterizations. The new insights supplied by these high-end techniques will help to design better products to enhance production lines.
Granudrum
GranuDrum instrument is an automated powder flowability measurement technique which is based on the rotating drum principle. A horizontal cylinder with transparent side walls known as a drum is filled halfway with a sample of powder.
The drum rotates around its axis at an angular velocity between 2 rpm and 60 rpm. For each angular velocity, a CCD camera takes snapshots (30 to 100 images one second apart). An edge detection algorithm is then used to detect the air/powder interface on each snapshot.
Next, the average interface position and the fluctuations around this average position are calculated. For each rotating speed, the flowing angle (also known in the literature as ‘dynamic angle of repose’) αf is calculated from the average interface position and the dynamic cohesive index σf is calculated from the interface fluctuations.
A low value of the flowing angle αf typically corresponds to good flowability. The flowing angle is affected by a wide set of parameters: the cohesive forces (van der Waals, electrostatic and capillary forces) between the grains, the friction between the grains, the shape of the grains, etc.
The dynamic cohesive index σf is only related to the cohesive forces between the grains. A non-cohesive powder results in a regular flow, while a cohesive powder results in an intermittent flow. Therefore, a dynamic cohesive index, which is close to zero, corresponds to a non-cohesive powder.
The cohesive index increases when the powder cohesiveness increases. GranuDrum enables the measurement of the first avalanche angle and the powder aeration during the flow. In addition, GranuDrum measures both the cohesive index σf and the flowing angle αf as a function of the rotating speed.
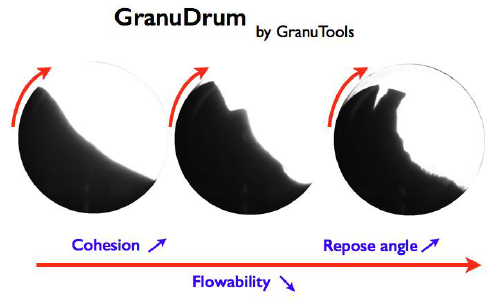
Figure 3. Sketch of GranuDrum measurement principle. Image Credit: Granutools
GranuPack
GranuPack instrument is based on recent fundamental research results, and it is an improved and automated tapped density measurement technique.
The behavior of the powder submitted to successive taps is analyzed with an automatized device. The initial density ρ(0), the Hausner ratio Hr and the final density after n taps ρ(n) are precisely measured.
The tap number is commonly fixed at n=500. A dynamical parameter, the slope index α, defined as the slope of the packing curve at the initial stage of packing, can also be extracted to characterize the packing dynamics.
The powder is placed in a metallic tube with a rigorous automated initialization process. Next, to keep the powder/air interface flat during the compaction process, a light hollow cylinder is placed on the top of the powder bed. The tube containing the powder sample rises to a fixed height of ΔZ and performs free falls.
The free fall height is usually fixed to ΔZ = 1 mm or ΔZ=3 mm. After each tap, the height h of the powder bed is automatically measured. The volume V of the pile is computed from the height h. The density ρ is evaluated and plotted after each tap as the powder mass m is known.
The ratio between the mass m and the powder bed volume V is the density. The results are reproducible with a small quantity of powder (typically 35 ml) using the GranuPack technique.
The Hausner ratio Hr is related to the compaction ratio and is calculated by the equation Hr = ρ(n) / ρ(0), where ρ(0) is the initial bulk density and ρ(n),the tapped density computed, is gathered after n taps.
GranuHeap
A heap is formed when a powder is poured onto a surface. It is well known that both the repose angle and the heap shape are strongly reliant on grain properties. In particular, a non-cohesive powder forms a regular conical heap while a cohesive powder forms an irregular heap.
So, useful information about the physical properties of the powder sample is supplied by a precise measurement of the heap shape. GranuHeap instrument is an automated heap shape measurement technique that is based on image processing and analysis.
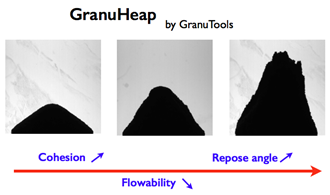
Figure 4. Sketch of GranuHeap measurement principle. Image Credit: Granutools
A powder heap is created on a cylindrical support. An initialization tube with an internal diameter equal to the circular support is installed on the support to collect reproducible results. The tube goes up at a constant speed after filling the initialization tube by hand with a fixed volume of powder (typically 100 ml).
The powder is thereby flowing from the tube to create a heap on the cylindrical support. A controlled rotation of the support enables the user to gather different heap projections corresponding to different heap orientations. A custom image recognition algorithm establishes the position of the powder/air interface.
The repose angle refers to the angle of the isosceles triangle with the same surface as the powder heap projected image. This isosceles triangle corresponds to the ideal cohesiveness heap shape.
For each image, i.e., for each heap orientation, the repose angle is calculated before an averaged value is computed. Usually, the smaller the repose angle, the better the powder flowability.
The static cohesive index is provided by the deviation between the real heap interface and the isosceles triangular heap. The static cohesive index is calculated for each image, for example, each heap orientation. An averaged value is then computed.
For a non-cohesive powder, this static cohesive index is close to zero, and when the cohesive forces inside the powder strengthen, it increases. This article focuses on the repose angle to obtain a simple powder flowability characterization.
Powders Description
Five powders which are utilized as a marinade in the food industries have been evaluated. The powders have been supplied by a member of Solina Group Northern-Europe Division, the Saue Production OÜ company, a leader in the supply of spice mixes.
In order to demonstrate the large variety of applicability of the characterization methods presented in this article, the selected powders differ in terms of particle shape, size and chemical composition.
GranuHeap Analysis
In order to detect drifts in powder properties and take action to stop the degradation of the process efficiency, quality control in production requires fast and reliable characterization of batches.
Yet, due to the increasing requirements of modern productions, the old tests commonly utilized are becoming obsolete. Below, it is demonstrated how the GranuHeap measurement can supply quick and easily interpretable results to obtain a classification of powder properties.
Experimental Protocol
The 40 mm diameter support was used for each experiment with the GranuHeap instrument. To increase the measurement accuracy, 16 pictures were taken during the heap rotation (1 picture each 11.25 °).
One final picture was taken to check the pile integrity at the end of the analysis when the measurement is complete. Every powder was analyzed under ambient conditions (46.6 ± 0.8 %RH and 25.0 ± 0.2 °C). To assess reproducibility, measurements were repeated three times.
Experimental Results
The angle of repose measured for every powder is shown in Figure 5. The angle of repose of a powder mainly depends on the particle shape and size but also on the cohesive interactions lying between them.
So, the angle of repose can be utilized as a measure of the powder flowability; a higher angle of repose shows a lower flowability. The tested powders can be easily classified, with angles of repose between 50 ° and 70 °.
The lowest angle of repose is shown by the Marinade_hot, and so it is expected to exhibit the highest flowability among the different powders. On the other hand, the Bratwurst exhibits an angle of repose of over 70 °, demonstrating a strongly cohesive behavior.
Pictures of the heap shape taken for each powder are also shown. As can be seen for the marinade hot, a more flowable powder will usually form a more symmetric, smoother heap.
A more irregular and non-symmetric heap can be sustained upon increasing the cohesiveness because of the higher cohesive interactions between the grains composing the powder. This is demonstrated clearly for the Bratwurst.
Therefore, the GranuHeap angle of repose measure supplies a quick and easy way to classify the flowability of the powders. The high accuracy of the instrument supplied by the user independent image analysis enables reproducible measurements, which is a requirement for high-end product development.
Yet, the powder here is evaluated in a static regime which could be far from what it experiences in a real process. It is well known that the behavior of a powder is strongly dependent on the stress state at which it is processed.
A set of complementary tools, particularly the utilization of dynamic methods, is needed to gather more insight on rheological behavior.
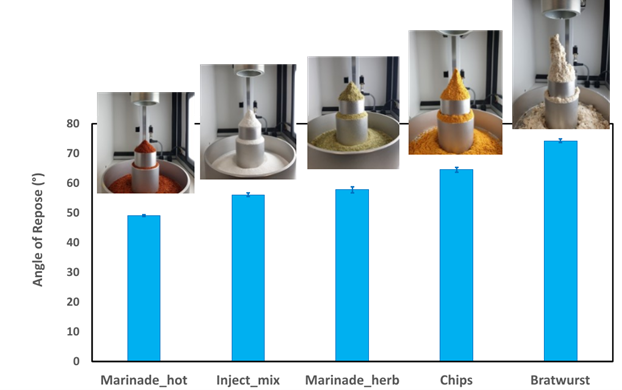
Figure 5. Angle of repose measured with the GranuHeap. Powders can be easily classified according to their angle of repose. Pictures of the obtained heap are also displayed. Image Credit: Granutools
GranuPack Analysis
Another interesting way to assess powder properties is the packing properties of the powder, i.e., its ability to form a dense assembly. The packing ability of a powder strongly depends on its particle properties in addition to the cohesive interactions lying between the particles.
Many industrial applications involve the packing of powders. For instance, to prevent overweighting or overfilling of the bags, the packing ability of the processed powder must be considered for bag filling. The packing properties of the different marinade powders are outlined below.
Experimental Protocol
Only 35ml of powder is needed for a measurement with the GranuPack. Taps of 1 mm height were utilized, and a sequence of 500 taps at a frequency of 1 tap/s was applied.
The following initialization protocol has been developed to remove the operator dependency during the pouring of the powder in the measurement cell:
- An initialization tube (hollow cylinder) is placed inside the cell
- The operator pours the powder inside the initialization tube
- The initialization tube automatically moves upward at a constant speed
By removing operator dependency, this initialization protocol ensures that the powder is always poured the same way. A light diabolo is placed gently on top of the powder bed to flatten the surface.
The inductive sensor comes in the vicinity of the diabolo, and the tap sequence begins once the initialization procedure is carried out. The powder height is measured automatically by the sensor after each tap, without operator intervention.
In order to assess reproducibility, measurements were repeated three times, and the average value and standard deviation were considered. Air relative humidity (RH, 40.1 ± 1.7 %) and temperature (23.4 ± 0.8 °C) are recorded prior to the experiment.
Experimental Results
Table 1 summarizes the initial bulk density (ρ(0)), the final bulk density (at a number of taps, n = 500; i.e., ρ(500)), the Hausner ratio (Hr = ρ(0)/ ρ(500)) and the parameter linked to the compaction dynamics (n1/2). Figure 6 shows the complete packing curves.
Table 1. Summary of the GranuPack results obtained for the evaluated powders. Source: Granutools
| Sample Name |
ρ(0) (g/ml) |
ρ(n) (g/ml) |
Hr |
Slope index (g/l) |
| Marinade_hot |
0,659 |
0,755 |
1,15 |
3,6 |
| Inject_mix |
0,780 |
0,930 |
1,19 |
6,2 |
| Marinade_herb |
0,560 |
0,684 |
1,22 |
4,3 |
| Chips |
0,440 |
0,585 |
1,33 |
3,5 |
| Bratwurst |
0,481 |
0,755 |
1,57 |
7,4 |
A classification of the powders’ cohesiveness is supplied by the Hausner ratio. Due to the cohesive interactions opposing the weight of the particles, a more cohesive powder can sustain a loose packing at rest.
So, the packing amplitude is more important for cohesive powders, and the ratio of the tapped density to the initial density gives an indication of the strength of these cohesive interactions.
Furthermore, the flowability of the powder is also directly related to its cohesiveness; the Hausner ratio is utilized as an indirect measure of the powder flowability. The Marinade hot demonstrated a Hausner ratio of 1.15, showing good flowability.
Yet, the high Hausner ratio of the Bratwurst demonstrated a strong, cohesive behavior and, therefore, a low flowability. The flowability classification gathered with the Hausner ratio is the same as the repose angle outlined above.
The repose angle and the Hausner ratio depend on the same powder micro properties despite the differences in the measurement technique. Yet, the tapped density analysis supplies further insights into powder behavior.
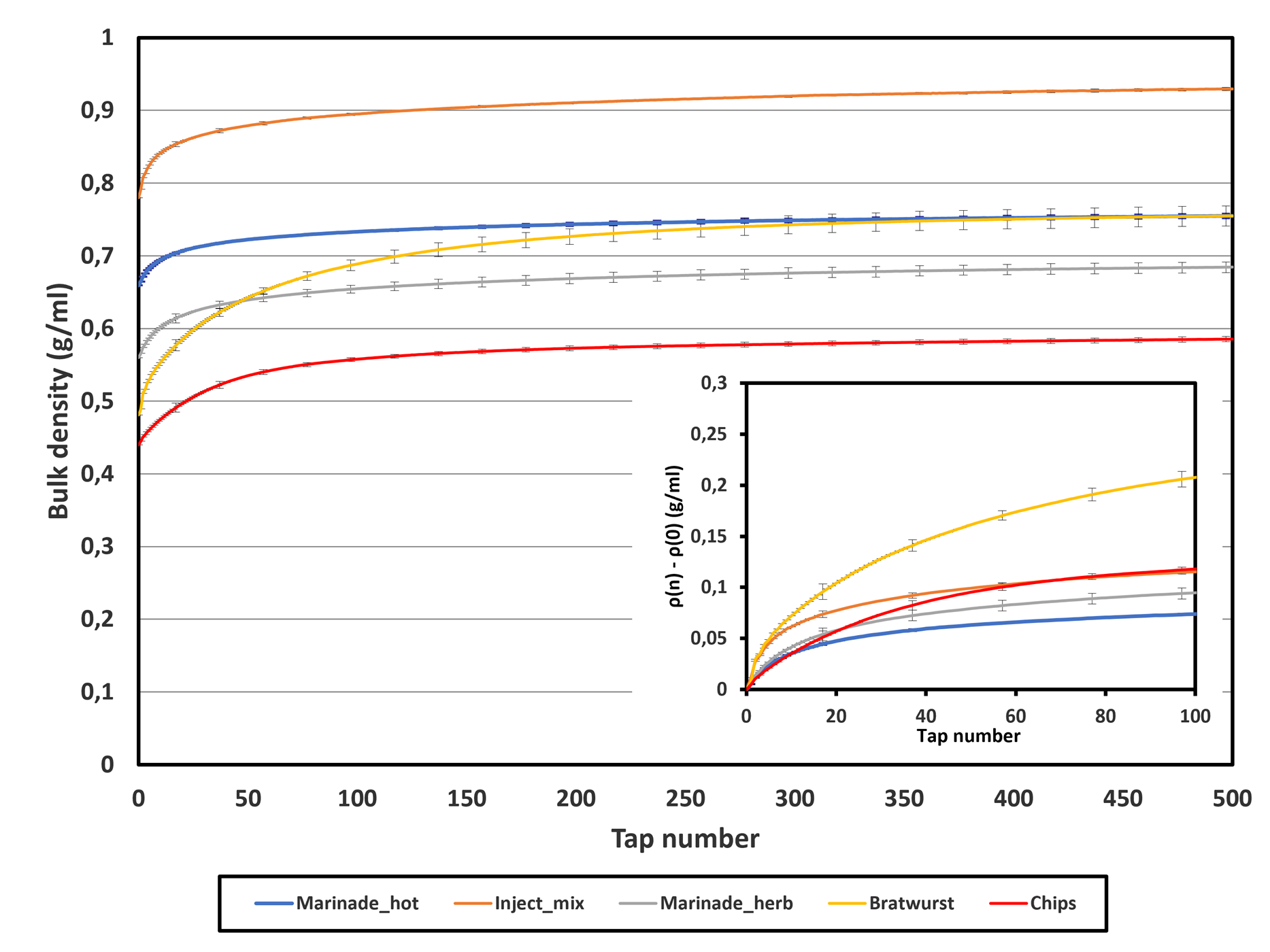
Figure 6. Bulk density versus the number of applied taps for the different powders. Insert: data reduced by initial density (ρ(n)- ρ(0)) to highlight the kinetics of the initial packing stage. Image Credit: Granutools
The GranuPack instrument enables access to the full packing curves, supplying useful information which is not accessible with standard tap-tap tests.
Figure 6 shows the packing curves gathered for the five marinade powders. At the initial stage of the packing (< 100 taps), the bulk density increases more quickly, then it slows down to reach a plateau.
After each tap, the grains rearrange to fill the voids and increase the powder density, resulting in a progressive reduction of their mobility. The grains are no longer able to move freely when the maximal density is reached, subsequent taps do not enable the operator to increase the powder density.
The packing curves supply useful information on the packing dynamics of the powders. The slope index α is extracted from these curves and can be observed in Table 1. A fast packing behavior is indicated by a high slope index.
In order to highlight the differences in packing dynamics, the insert in Figure 6 shows the packing curves for the 100 first taps, reduced by the initial density (ρ(n)- ρ(0)). The two different behaviors can be clearly identified: the Bratwurst and Inject_mix have a faster initial packing than the Marinade_herb, Marinade_Hot and Chips.
So, it appears that the dynamics of packing are not directly related to the flowability, i.e., a powder with good flowability will not necessarily pack more quickly. This supplies very helpful information on the powder properties, particularly in processes that involve the packing of powders, albeit deliberately or not.
For instance, a powder denoting a fast packing dynamic during the bag filling process should supply more dense packing. This can be helpful to prevent sealing issues and bag overfill, yet, during storage, it may promote caking problems.
So, the packing dynamic is a key parameter which must be characterized in order to gain a complete understanding of the expected powder behavior in a certain process.
Investigation of Caking with the GranuDrum
In the food powder production industry, caking of powders is a huge problem. Solid bridges can develop between the particles as a result of chemical reactions or solidification of the liquid bridges during storage in silo or bags.
As seen in Figure 7, this results in the formation of agglomerates and subsequent modification of the powder flowing properties.
Furthermore, in extreme instances, the powder can solidify completely and then needs mechanical breakage to regain flowability. So, the characteristics of the powder at the customer facility are far from the specifications assessed by the producer before storage.
The evaluation of the caking propensity of a new powder/formulation is crucial to anticipate such problems and improve product quality. Below, the GranuDrum and how it can be employed to investigate the caking sensibility of the marinade hot powder will be discussed in more detail.

Figure 7. Agglomerates appearing in bags due to caking. Image Credit: Granutools
Experimental Protocol
Caking Procedure
For this study, the marinade hot powder has been chosen. A volume of 50 ml has been placed in a special caking tool that enables the application of vertical pressure on the powder with a 200 g mass.
By increasing the bulk density and, therefore, decreasing the distance between the particles, applying pressure to the sample promotes caking. This procedure is employed to mimic the pressure applied to the powder when stored in bags or silos.
GranuDrum Measurement
50 ml of powder was poured inside the measurement cell for an experiment with the GranuDrum. In order to assess the rheological behavior of the powder, the cell rotates at a number of velocities (from 2 to 60 rpm) and, for each velocity, takes 40 pictures separated by 1s.
The powder/air interface position is accurately and numerically computed. A measure of the cohesiveness of the powder, known as the cohesive index, is then computed from the temporal fluctuations of this powder/air interface position. Caked and uncaked samples have been assessed separately using the GranuDrum.
Experimental Results
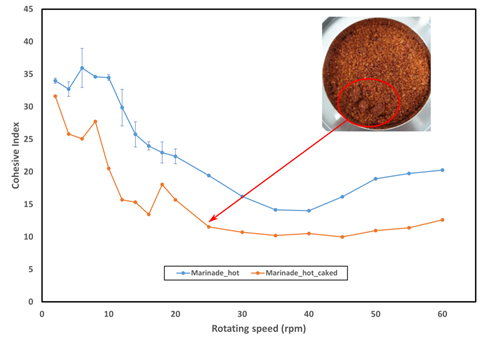
Figure 8. Cohesive index versus drum rotating speed for caked (orange) and uncaked (blue) marinade hot samples. Image Credit: Granutools
Figure 8 shows the cohesive index gathered for different rotational speeds for the fresh (uncaked) and the caked powder. A shear-thinning behavior is demonstrated by both samples, i.e., a decrease of cohesiveness with increasing rotating speeds.
This rheological behavior shows that, when submitted to higher process stress, the powders should see their flowability increase, which can be interesting for process optimization.
The powder exhibits a lower cohesive index than the fresh powder for the whole range of speeds after undergoing the caking protocol. This may be counterintuitive at first, as caking is thought to reduce the powder flowability.
Yet, this reduction in cohesiveness can be explained by the formation of agglomerates as a result of caking, leading to a bigger average particle size. The solid bridges that form between the particles during caking usually create mechanically stable agglomerates.
Furthermore, the larger the particle size, the lower the influence of the cohesive interactions on the global collective behavior of the powder. So, the decrease of cohesiveness at the initial stage of caking is a sign of the caking ability of a powder.
This means the cohesive index measure supplies an interesting way to assess the initial stage of caking of powders.
Conclusions
The GranuHeap, GranuPack and GranuDrum instruments have been utilized to assess five powders used in the food industry as marinades. It has been demonstrated that each characterization technique supplies useful information on the powder behavior.
The GranuHeap has been used to easily classify the flowability of the powders according to their angle of repose. Next, deeper insights on the powder properties were gathered with the GranuPack tapped density analysis. Lastly, the GranuDrum instrument was utilized to assess the caking propensity of the marinade hot powder.
This study demonstrated the benefits of using modern characterization methods to gain a better understanding of the powder behavior. This knowledge can then be directly applied to solve industrial problems and improve production lines and product quality.
Furthermore, the high accuracy of the GranuTools instruments enables the operator to highlight small changes in the mix formulation that can impact the product performance.
Acknowledgments

Powder samples and insights on production challenges have been provided by Madli Ong from Saue Production OÜ.
References
- Cascade of granular flows for characterizing segregation, G. Lumay, F. Boschin, R. Cloots, N. Vandewalle, Powder Technology 234, 32-36 (2013).
- Combined effect of moisture and electrostatic charges on powder flow, A. Rescaglio, J. Schockmel, N. Vandewalle and G. Lumay, EPJ Web of Conferences 140, 13009 (2017).
- Compaction dynamics of a magnetized powder, G. Lumay, S. Dorbolo and N. Vandewalle, Physical Review E 80, 041302 (2009).
- Compaction of anisotropic granular materials: Experiments and simulations, G. Lumay and N. Vandewalle, Physical Review E 70, 051314 (2004).
- Compaction Dynamics of Wet Granular Assemblies, J. E. Fiscina, G. Lumay, F. Ludewig and N. Vandewalle, Physical Review Letters 105, 048001 (2010).
- Effect of an electric field on an intermittent granular flow, E. Mersch, G. Lumay, F. Boschini, and N. Vandewalle, Physical Review E 81, 041309 (2010).
- Effect of relative air humidity on the flowability of lactose powders, G. Lumay, K. Traina, F. Boschini, V. Delaval, A. Rescaglio, R. Cloots and N. Vandewalle, Journal of Drug Delivery Science and Technology 35, 207-212 (2016).
- Experimental Study of Granular Compaction Dynamics at Different Scales: Grain Mobility, Hexagonal Domains, and Packing Fraction, G. Lumay and N. Vandewalle, Physical Review Letters 95, 028002 (2005).
- Flow abilities of powders and granular materials evidenced from dynamical tap density measurement, K. Traina, R. Cloots, S. Bontempi, G. Lumay, N. Vandewalle and F. Boschini, Powder Technology, 235, 842-852 (2013).
- Flow of magnetized grains in a rotating drum, G. Lumay and N. Vandewalle, Physical Review E 82, 040301(R) (2010).
- How tribo-electric charges modify powder flowability, A. Rescaglio, J. Schockmel, F. Francqui, N. Vandewalle, and G. Lumay, Annual Transactions of The Nordic Rheology Society 25, 17-21 (2016).
- Influence of cohesives forces on the macroscopic properties of granular assemblies, G. Lumay, J. Fiscina, F. Ludewig and N. Vandewalle, AIP Conference Proceedings 1542, 995 (2013).
- Linking compaction dynamics to the flow properties of powders, G. Lumay, N. Vandewalle, C. Bodson, L. Delattre and O. Gerasimov, Applied Physics Letters 89, 093505 (2006).
- Linking flowability and granulometry of lactose powders, F. Boschini, V. Delaval, K. Traina, N. Vandewalle, and G. Lumay, International Journal of Pharmaceutics 494, 312–320 (2015).
- Measuring the flowing properties of powders and grains, G. Lumay, F. Boschini, K. Traina, S. Bontempi, J.-C. Remy, R. Cloots, and N. Vandewalle, Powder Technology 224, 19-27 (2012).
- Motion of carbon nanotubes in a rotating drum: The dynamic angle of repose and a bed behavior diagram, S. L. Pirard, G. Lumay, N. Vandewalle, J-P. Pirard, Chemical Engineering Journal 146, 143-147 (2009).
- Mullite coatings on ceramic substrates: Stabilisation of Al2O3–SiO2 suspensions for spray drying of composite granules suitable for reactive plasma spraying, A. Schrijnemakers, S. André, G. Lumay, N. Vandewalle, F. Boschini, R. Cloots and B. Vertruyen, Journal of the European Ceramic Society 29, 2169–2175 (2009).
- Rheological behavior of β-Ti and NiTi powders produced by atomization for SLM production of open porous orthopedic implants, G. Yablokova, M. Speirs, J. Van Humbeeck, J.-P. Kruth, J. Schrooten, R. Cloots, F. Boschini, G. Lumay, J. Luyten, Powder Technology 283, 199–209 (2015).
- The flow rate of granular materials through an orifice, C. Mankoc, A. Janda, R. Arévalo, J. M. Pastor, I. Zuriguel, A. Garcimartín and D. Maza, Granular Matter 9, p407–414 (2007).
- The influence of grain shape, friction and cohesion on granular compaction dynamics, N. Vandewalle, G. Lumay, O. Gerasimov and F. Ludewig, The European Physical Journal E (2007).

This information has been sourced, reviewed and adapted from materials provided by Granutools.
For more information on this source, please visit Granutools.