Assessing pure resins or resin-fiberglass composites is straightforward and only requires the placement of the sample on the sensor. However, a conductive fiber contacting the sensor in carbon-fiber composites will short-circuit its electrodes and result in inaccurate, unusable measurements.
Despite this limitation, it is feasible to use filtered or coated sensors to cure monitor carbon fiber reinforced prepreg (CFRP), carbon fiber sheet molding compound (CF-SMC), and related composites.
The LT 440 Dielectric Channel1 is the only instrument that measures AC and DC currents in thermosets and composites. Both approaches can probe the cure state, but understanding their varied impacts on sensors is critical when determining which to utilize.

Figure 1. LT-440 Dielectric Channel with AC/DC cure monitoring capability. Image Credit: Lambient Technologies
Dielectric cure monitoring, also known as Dielectric Analysis (DEA), is an alternating current (AC) approach that activates a sensor with a sinusoidal signal of predetermined frequency and amplitude and a zero-volt DC bias. DC resistance cure monitoring, on the other hand, employs a constant bias voltage for excitation.
The phrase ion viscosity (IV) was introduced as a synonym for dielectric cure monitoring, which examines the frequency-independent component of AC resistivity. For many materials, the change in ion viscosity before gelation is related to the change in mechanical viscosity, and the change in ion viscosity after gelation is proportional to the change in modulus—allowing DEA to probe material state throughout the cure.
DC resistance cure monitoring monitors a material’s DC resistance, which, in a similar way to AC ion viscosity, fluctuates as it cures and can be utilized to determine the cure state.
The data presented in this article for log(ion viscosity) and slope of log(ion viscosity) represents the condition of cure. Log(ion viscosity) will be referred to as log(IV), and slope of log(ion viscosity) will be referred to as slope.
Filtered Sensors for Cure Monitoring
Carbon fiber reinforced prepreg (CFRP) and carbon fiber sheet molding compound (CF-SMC) take advantage of the high strength and low weight of carbon fibers. However, direct contact of conductive fillers with sensors can short-circuit electrodes and interfere with the measurement.
The implementation of filters, as shown in Figure 2, is the simplest solution to this problem. When positioned on a sensor, the filter prevents resin from flowing to the electrodes while blocking conductive fibers.
Glass microfiber filters without binders, such as Whatman 1827-047 or equivalent, are recommended. A second filter can be placed on top of the glass microfiber filter to further limit the possibility of short circuits. This second filter is often a coarse fiberglass fabric that is more porous yet provides more resistance to carbon fiber infiltration.
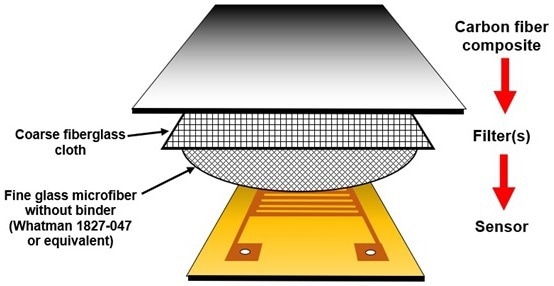
Figure 2. Typical lay-up with filter(s) on a disposable, flexible sensor. Image Credit: Lambient Technologies
Filters function equally well with AC or DC cure monitoring and can be paired with flexible, disposable sensors such as the one shown in Figure 2 or rigid, reusable sensors like the Ceramicomb-1”2 in Figure 3.

Figure 3. Reusable Ceramicomb-1” sensor installed in laboratory press platen. Image Credit: Lambient Technologies
Viscous resins can soak through a filter in various amounts, and users should be conscious of the impacts on results. Figure 4 indicates that lower degrees of filter penetration lead the ion viscosity curves to shift upward. Smaller amounts of resin in contact with the sensor result in more measured resistance and, as a result, greater apparent ion viscosity.
Irrespective of resin penetration, the shapes of the ion viscosity curves remain consistent, as evidenced by the near overlap of slope data. Because the cure's characteristics are based on slope, the determination of minimum ion viscosity, maximum slope, and user-determined slope for the end of cure are unaffected.
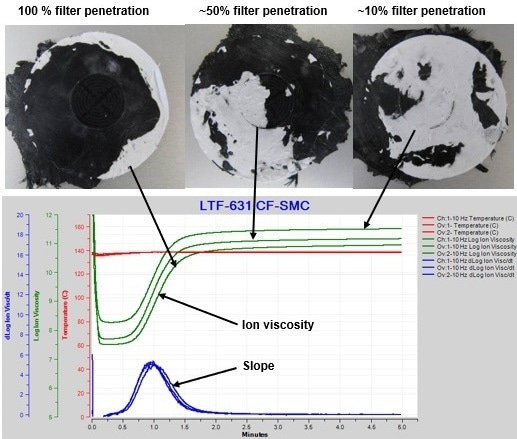
Figure 4. CF-SMC data during cure, three tests with different filter penetration. Image Credit: Lambient Technologies
Cure Monitoring of Carbon Fiber Composites in Manufacturing
The growing usage of carbon fiber composites in high-volume production requires the need to know the cure condition in real time. The sole methods for probing material properties during manufacturing are AC dielectric cure monitoring (DEA) and DC resistance cure monitoring, however, sensors require filters to prevent the conductive fibers.
It is vital to avoid filters and utilize direct-contact sensors for production or quick, repetitive tasks since filters must be manually changed after each test, adding time, effort, and expense.
Shaped Sensor for Direct Contact in RTM or VARTM
A sensor with a particularly designed surface can make use of the lateral forces in the infusion process for resin transfer molding (RTM) or vacuum-assisted resin transfer molding (VARTM). Figure 5 depicts such a sensor with a shallow cavity on its face.
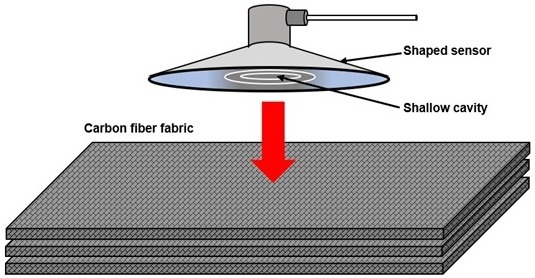
Figure 5. Shaped sensor for direct contact in RTM or VARTM applications. Image Credit: Lambient Technologies
The shaped sensor is positioned on the carbon fiber fabric and should protrude through a hole in the vacuum bag, which is sealed around the sensor with a gasket, as seen in Figure 6. During infusion, as resin flows over the layers of material into the cavity, the sensing electrode, which is placed on the cavity floor, does not make contact with the fabric.
While this shaped sensor is appropriate for RTM or VARTM, it is not appropriate for compression molding, where forces are perpendicular to the sensor and can press carbon fibers against the electrode.
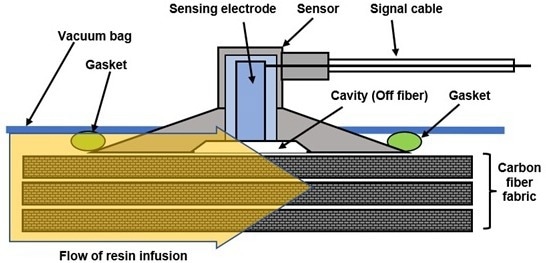
Figure 6. Cross-section of shaped sensor in vacuum bag during RTM or VARTM resin infusion. Image Credit: Lambient Technologies
Coated Sensor for Direct Contact with Carbon Fiber Composites
McIlagger3 reported in 2000 the deposition of a non-conductive coating on electrodes to avoid carbon fiber short circuits, and this approach has been employed by others since then.
Similarly, Figure 7’s reusable Carbon + Unitrode4 sensor features a tough, insulating coating that enables direct contact with carbon fiber composites in applications such as compression molding, RTM, and VARTM. The insulating coating creates a capacitor or blocking layer between the electrode and the material undergoing the test. Cure monitoring with coated sensors is not achievable with DC methods since capacitors only pass AC signals.

Figure 7. Carbon + Unitrode coated, reusable sensor. Image Credit: Lambient Technologies
Figure 8 examines the data from an identical, but uncoated, filtered sensor to log(IV) and slope during the two-stage cure of a carbon fiber reinforced prepreg on a Carbon + Unitrode. Except for a small level change, the ion viscosity curves are nearly identical, demonstrating that the coated Carbon + Unitrode, such as the filtered sensor, can detect the cure of CFRP and other carbon fiber composites.
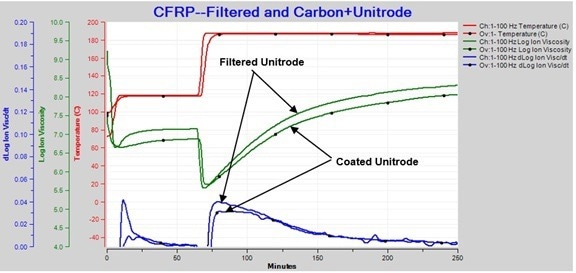
Figure 8. Comparison of CFRP ion viscosity (green) and slope (blue) from filtered and coated Unitrode sensors. Image Credit: Lambient Technologies
For the first step of both experiments, pressure on the CFRP was applied via a heated press at 120 °C. The dielectric response of thermosets is typical in the second stage, at 190 °C. The resin flows and its ion viscosity rapidly reduce as the temperature rises, implying a commensurate decrease in mechanical viscosity.
For a brief duration, the material has low ion viscosity until the curing reaction takes over—in this case, after about 70 minutes—at which point both ionic and mechanical viscosity increase.
As the reaction progresses, the ion viscosity curve flattens toward the end of cure, which is a user-defined slope that relies on the application’s requirements.
Conclusion
A variety of sensors can be used to monitor the cure of carbon fiber composites, but they must be filtered or coated to avoid conductive fibers from short-circuiting the electrodes. A unique, shaped sensor will also work for resin transfer molding or vacuum-assisted resin transfer molding, although its application outside RTM and VARTM is constrained.
Coated sensors, once inserted in a mold or platen, are particularly beneficial in general applications such as compression molding, RTM, and VARTM.
One of the major objectives in manufacturing is to determine the end of cure to decrease cycle times and boost throughput. Coated sensors, such as the Carbon + Unitrode, can assess material state without a filter or the extra handling that a filter demands by permitting direct contact with carbon fiber composites.
When the end of cure is detected, dielectric cure monitoring equipment can provide a signal to open the press or mold automatically.
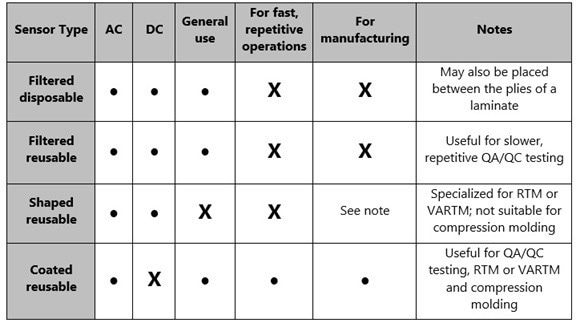
Table 1 highlights the properties of these several sensors to aid in selection.
Table 1. Sensors for cure monitoring of carbon fiber composites. Source: Lambient Technologies
References
- LT-440 Dielectric Channel, manufactured by Lambient Technologies, Cambridge, MA USA. https://lambient.com
- Ceramicomb-1” sensor, manufactured by Lambient Technologies, Cambridge, MA USA
- A. McIlhagger, D. Brown, B. Hill, “Development of a dielectric system for the on-line monitoring of the resin transfer moulding process,” Composites Part A Applied Science and Manufacturing, 31(12): 1373-1381, December 2000
- Carbon+Unitrode-1” sensor, manufactured by Lambient Technologies, Cambridge, MA USA

This information has been sourced, reviewed and adapted from materials provided by Lambient Technologies.
For more information on this source, please visit Lambient Technologies.