Selective Laser Sintering (SLS) is an additive manufacturing method commonly used for rapidly creating prototypes and producing functional components in low volumes. The procedure utilizes a laser beam to fuse powdered material, binding it together to form a solid structure.

Image Credit: Freeman Technology
The laser selectively melds predetermined areas of a powder bed by scanning cross-sections derived from a 3D digital representation of the needed part. Following the scanning of each cross-section, a new layer of material is added on top, and this cycle continues until the part is finished.
Creating the powder layers is a precise process, necessitating a feedstock that can be evenly distributed by the delivery system and deposited consistently onto the fabrication bed, free from agglomerations or voids.
Intermittent flow or the presence of agglomerates within the bulk can lead to irregular deposition, negatively impacting the process's efficiency and the final product's properties.
Determining which powder properties encourage the formation of uniform, repeatable layers allows for the optimization of new formulations and the identification of suitable raw materials, all without incurring the significant financial and time burdens associated with running materials through a compatibility assessment process.
This approach also helps decrease the occurrence of final products falling outside of specification.
The Effect of Different Additives
In an SLS machine, three Polyoxymethylene (POM) samples were used, with two containing various additives, specifically a pigment and a lubricant. The three formulations exhibited distinct flow patterns from the storage hopper into the machine, resulting in variations in the properties and quality of the end product.
While various conventional characterization techniques had been applied, they failed to distinguish between the samples. Consequently, the three formulations were assessed using an FT4 Powder Rheometer®, which revealed clear and consistent distinctions between them, shedding light on the in-process performance.
Test Results
Dynamic Testing: Basic Flowability Energy
The flow additive sample demonstrated a higher Basic Flowability Energy (BFE) than the other two samples. It required more energy to move the FT4 blade through the powder bed.
In this case, a high BFE indicates more efficient packing within the bulk and suggests that the addition of the flow-enhancing additive has resulted in a material that flows more freely.
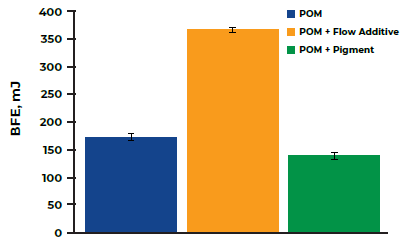
Image Credit: Freeman Technology
Bulk Testing: Permeability
The sample with a flow additive produced the highest Pressure Drop across the Powder Bed under low consolidating stress, indicating reduced permeability and reflecting a denser packing state for this material, which flows more freely.
As consolidation increased, the Pressure Drop increased for all three samples. However, the pure POM and the sample with pigment showed a much more significant change than the sample with the flow additive.
The fact that the sample with the flow additive displayed low sensitivity to consolidation change indicates a more efficiently packed bulk, meaning there are fewer air voids for particles to move into when external forces are applied.
The sample with pigment exhibited the most significant change in permeability, suggesting a larger volume of entrapped air within the bulk, indicating higher cohesiveness.
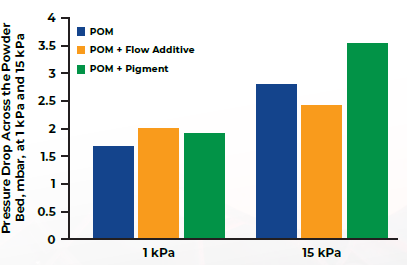
Image Credit: Freeman Technology
Shear Cell Testing
There was little differentiation observed among the samples regarding measured Shear Stress values. This implies that Shear Cell testing might not be the most relevant technique for characterizing flow properties in the low-stress, dynamic processes standard in SLS applications.
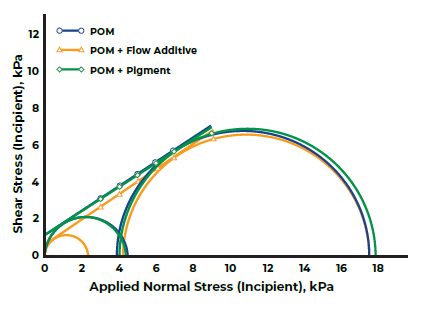
Image Credit: Freeman Technology
Conclusion
The FT4 has accurately quantified clear and repeatable differences among three samples that exhibit distinct processing behaviors. The results also show that relying on a single technique, such as Shear Cell testing, may not be sufficient for fully describing powder behavior across various stress and flow conditions.
Powder flowability is not an inherent material property but pertains to the powder's ability to flow as desired in specific equipment. Successful processing depends on a well-matched powder and process. It is not unusual for the same powder to perform well in one process but poorly in another.
Consequently, multiple characterization methods are necessary, and their results can be correlated with process rankings to establish acceptable process behavior parameters.
Instead of depending on a single numerical characterization for describing behavior across all processes, the FT4's multivariate approach simulates a range of unit operations, allowing for the direct examination of a powder's response to different processes and environmental conditions.

This information has been sourced, reviewed and adapted from materials provided by Freeman Technology.
For more information on this source, please visit Freeman Technology.